方案价值

ソリューション概要
レイアウトとシステムアーキテクチャ、経路計画、ワークフロー、ステーション設計
AGV選択と充電器数/アクセサリー

インバーター生産全体の倉庫物流プロジェクトは、原材料の入庫から完成品の出荷まで、生産プロセスを完全に自動化することを目的としています。複数階にまたがる協業の課題に対応するため、AGVは複雑な多階環境でシームレスに移動でき、経路計画の衝突や通信遅延などの問題を解決する必要があります。床の平坦度≤3mm、温度湿度管理0℃~45℃、ESD要件などの厳しい環境要件を満たさないと、AGVの動作安定性に影響を与えます。同時に、視覚検査や自動ドアなどのサードパーティ機器との統合時の互換性リスクも無視できません。従来の輸送は手作業に依存しており、非効率でエラーが発生しやすいため、自動化によりエラーのない高精度なワークフローを実現する必要があります。作業量の増加に伴い、24時間連続運転は機器の耐久性、障害時の対応速度、予備部品管理に対してより高い要求を課し、メンテナンスの負荷をさらに増加させます。このため、工場では当社嘉騰のロボットを導入し、ラック、材料ラック、アンダーライディングAGV、コンテナAGV、トラクター、エアローラーコンベヤ、パレタイジングロボット、リフトテーブル、スルーリフトテーブル、狭通路三方フォークリフト、積層無人フォークリフト、材料車などを採用しています。このプロジェクトには、物流支援ソフトウェアシステムとWMSシステムも含まれています。

システムアーキテクチャ
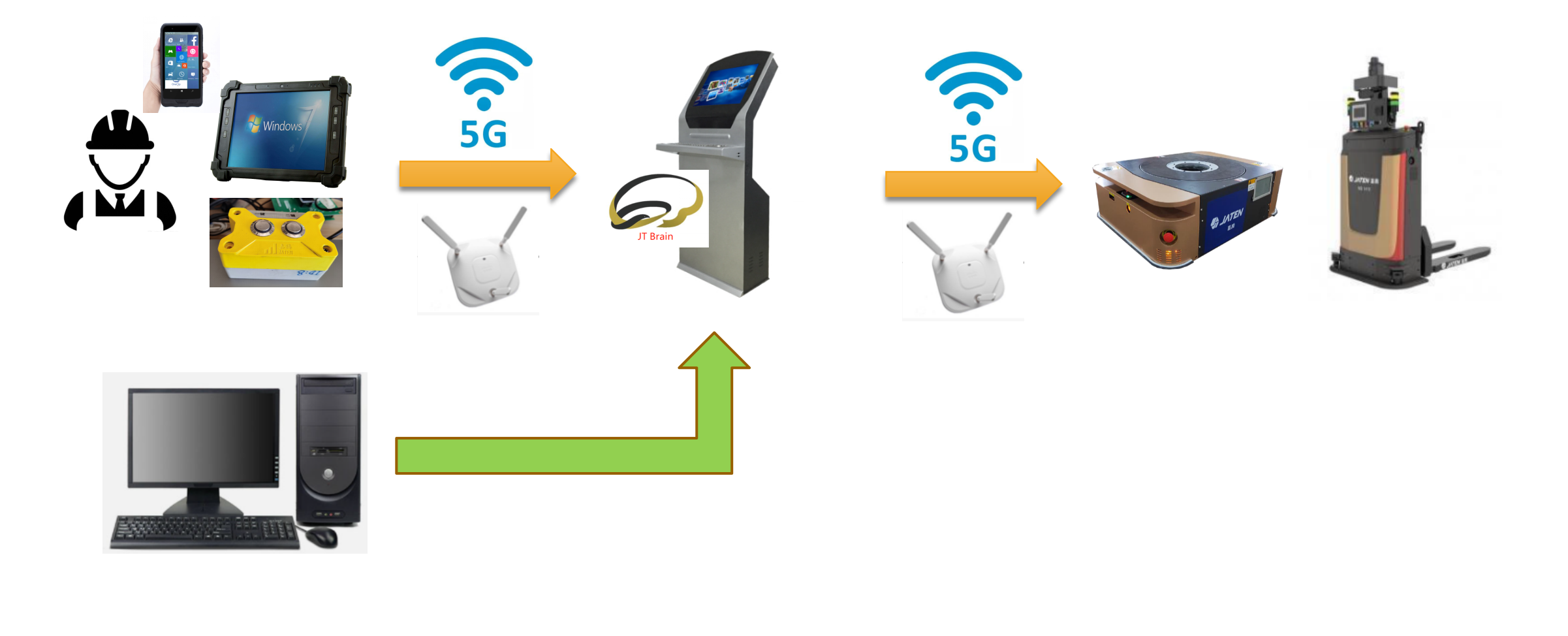
従業員はPDAまたはMESシステムを通じて生産ライン情報をWMSシステムに送信。WMS/WCSシステムはタスク指示をAGV制御システムに転送。
AGV制御システムはAGVを調整してタスクを完了させ、完了後はAGV制御システムがタスク情報をWMSに報告し、WMSはMESに転送。
WMSと顧客のMES/ERPシステム間のインターフェースはAPI、Webサービス、データベース中間テーブルをサポートし、正確なインターフェースは双方のエンジニア間で協議して決定。
物理的システム接続
手動呼び出し:従業員はハンドヘルドPDA、タブレットPC、呼び出しボックスなどを通じてAGVに信号を送信。
システム呼び出し:ホストシステムはケーブルでAGV制御に接続され、ホストシステムはAGV制御を介してAGVに信号を送信。
呼び出し信号はAGV制御システムに送信され、AGVシステムはAGVを調整してタスクを完了させ、タスク完了後はAGVが情報をAGV制御システムに報告。

天字パレットマウント
• 納入されるパレットには2つの異なる仕様(川字型と天字型)があるため、ピックアップポイントにパレットマウントを設置し、フォークリフトレッグがスムーズに入るようにする必要がある(上図参照)。
• パレットマウントは100x50x3mmの角管と8mm厚のQ235鋼板で構成され、表面塗装済み。
• パレット貨物の寸法に適合:1200x1200x2000mm、積載能力1000Kg。
入庫・仕分け作業ステーション(2F)
コンベヤ作業ステーション:入庫・仕分け作業ステーションは2段式コンベヤシステムを使用 - 上段は空コンテナ、下段は満杯コンテナ。コンベヤは人間工学に基づいたピッキングプロセスを提供し、従業員は歩く必要がなく、手動ピッキングとロボット操作間のバッファが待ち時間を減らし、効率を大幅に向上。
出庫・仕分け作業ステーション
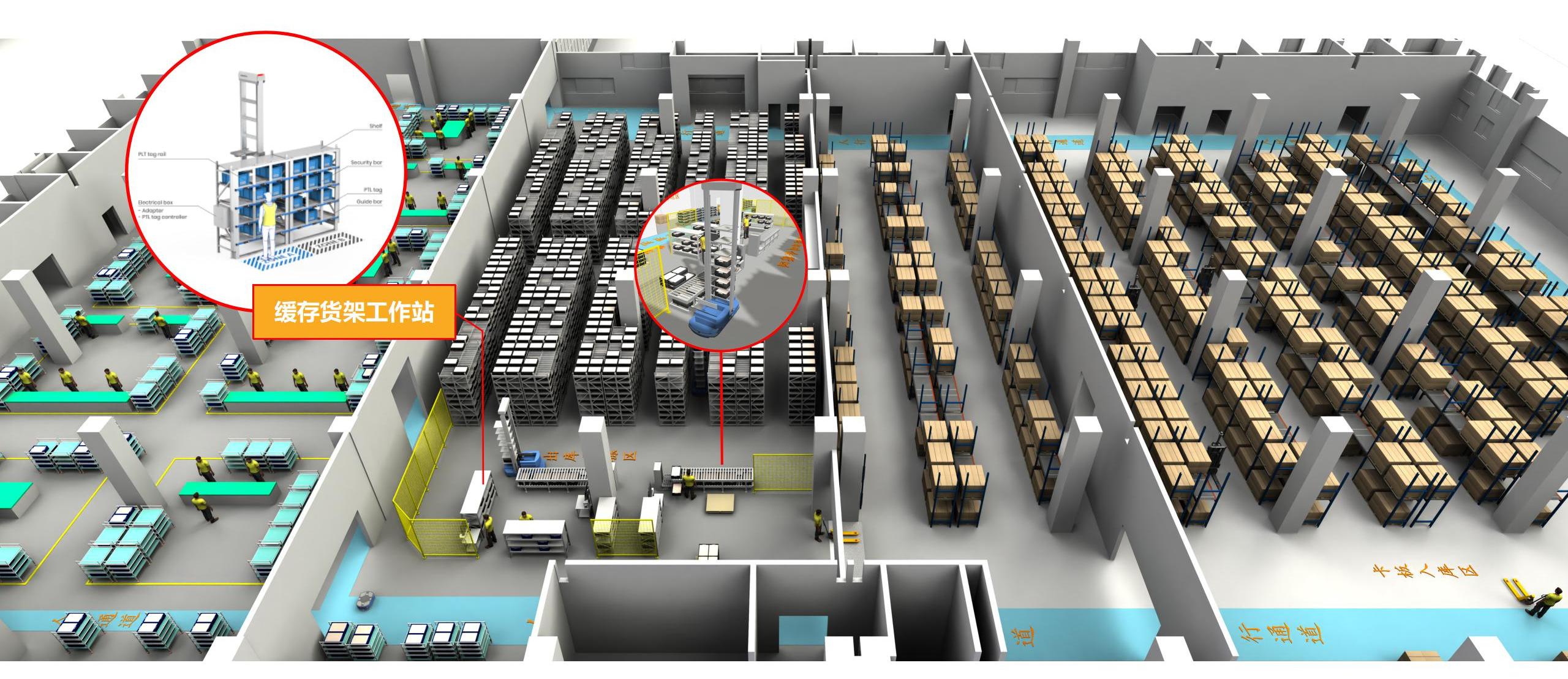
バッファラック作業ステーション:入庫ステーションはバッファラックを使用。人とロボットがバッファラックでピンポン方式で作業し、効率と安全性を確保。カスタマイズされた安全ガードとリミット構造がシステムの安定した運用を保証。
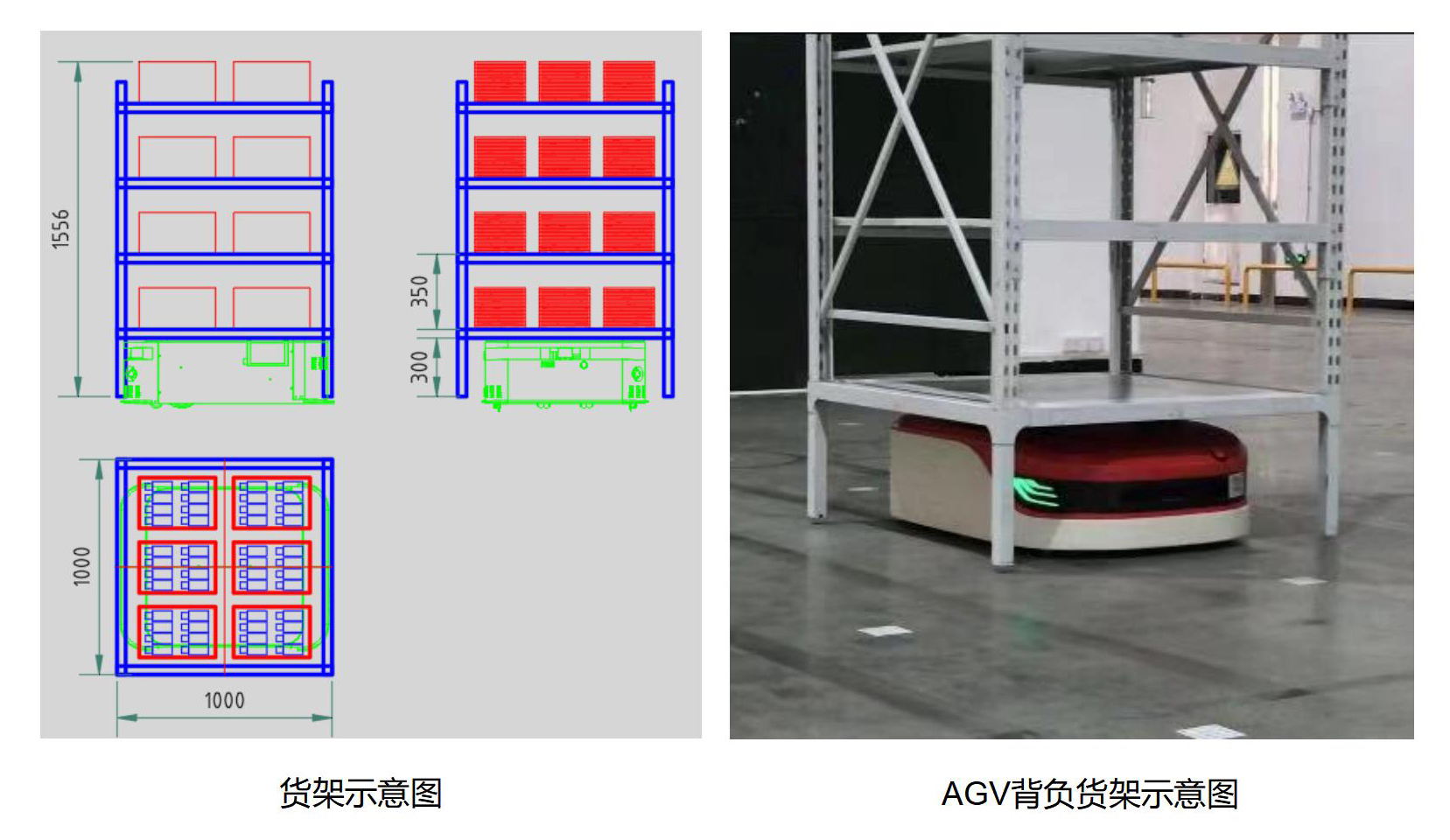
AGVラック(推奨、レール固定不要)
AGVラック接続寸法L1000×W1000mm、床下クリアランス最低355mm。
AGVはラック下部に入り込み、ラックを持ち上げて輸送。
ラック積載量(ラック含む)<500Kg。
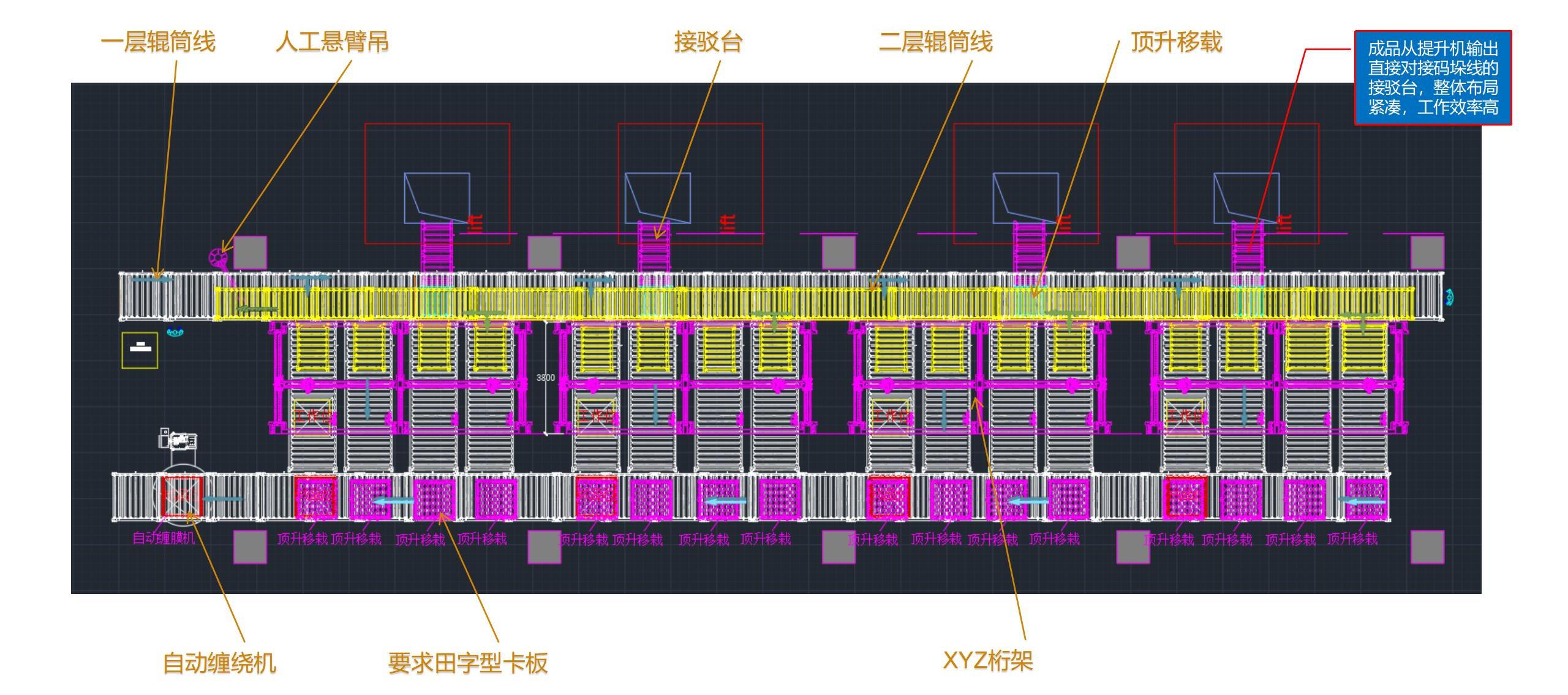
ガントリーパレタイザーライン全体レイアウト

エレベーター通信ソリューション
フォークリフトAGVは材料の階間輸送にエレベーターアクセスが必要なため、エレベーターは当社の無線通信モジュールで改造する必要があります。このモジュールはAGVエレベーター補助装置として機能し、リレー接点を通じてボタンプレスをシミュレートし、既存の電気システムに影響を与えず、安全なAGVエレベーター通信を可能にします。光電スイッチはドアが完全に開いていることを監視し、衝突を防止します。
